APC TECHNOLOGY HAS OVER 30 YEARS OF EXPERIENCE DESIGNING AND MANUFACTURING RUGGED ELECTRONIC SOLUTIONS CAPABLE OF ENDURING AND OPERATING IN THE HARSH ENVIRONMENTS OF THE FOOD AND BEVERAGE INDUSTRY. WITH THOUSAND OF FOOD-GRADE UNITS IN USE ACROSS AUSTRALIA AND OVERSEAS, WE CAN ENGINEER A SOLUTION TO FIT YOUR REQUIREMENTS.
We offer unrivalled experience and capabilities to design, manufacture, test and support a product that seamlessly integrates into the existing infrastructure. We work closely with our clients to understand their needs and deliver a product that exceeds expectations.


Expertise
Designed and manufactured to protection standard IP66, our F&B solutions are fully sealed, rated to +60° C and available with sealed connectors eliminating all gaps and surface collection points. This prevents the build-up of debris and waste, making our rugged computing equipment the ideal solution for hot wash applications with industry-standard cleaning agents.
- Abattoirs
- Meat processing
- Dairy processing
- Food preparation and packaging
- Fish processing
- Cold stores operation
- Wineries
- Bottling

Solutions
Every technology solution we prototype, engineer, test and maintain is unique, designed for the specific needs and requirements of our food and beverage clients. Some of our F&B-ready solutions include:
- Fully enclosed IP66 touchscreen PCs and displays
- Panel mount touch screen PCs and displays
- Workstations
- Industrial-grade fanless PC’s
- Rugged mobile tablet and laptop
- Food-grade rugged keyboards and pointers
- Accessories: mounts, pedestals & keyboard trays
- Hazardous area PCs, tablets, keyboards and pointers
- Printer & server cabinets
About the food manufacturing process
Food and beverage manufacturers must remain ahead in their field, and the operational efficiency of their plants and factories is a critical factor. Food and beverage technology can assist with optimising efficiencies to support the success of the business.
Today’s operations managers are facing a plethora of pressures. Aside from increasing costs, other areas of focus are the continual demand for increased operational efficiency and throughput without compromising hygiene, food safety and product quality.
APC Technology can collaborate with your organisation to design, manufacture or supply complete end-of-the-line food processing and packaging solutions to automate industry operations and improve your bottom line. From prototyping, testing, and manufacture to maintenance, we provide a wide range of services to assist in the design and commissioning of food technology equipment.
Benefits of food manufacturing technology in supply chain management
Integrating food and beverage technology into your automation systems can significantly contribute towards a journey from farm, plant to fork. The food and beverage industry is the crucial link in that process. Gaining a competitive edge in the industry can be achieved through the integration of new manufacturing technologies. Benefits could include :
- Increased output through food tech: Our ruggedised solutions can support a business to increase output through technological improvements with the objective to scale to larger batch production. Food tech also ensures improved food safety and shelf-life, and strict quality control.
- Stay ahead of the competition: The food and beverage industry faces the challenges of stricter product requirements as well as larger volumes at lower prices. Therefore, higher efficiency and labour productivity are a must to remain competitive. Simultaneously, society and consumers are demanding more in terms of sustainability and health. Therefore, digitilisation and integration of cutting-edge automation systems can enable businesses to respond to this demand.
- Increased predictability while mitigating pain points: Digitalisation of your processes can contribute towards streamlined production lines. Moreover, food tech encourages stricter maintenance inspection opportunities.
-
![GETAC F110]()
![GETAC F110]()
GETAC F110
SKU 00000AU$0.00Buy Now -
![Getac 360 Pro - Military grade fully rugged Laptop computer]()
![Getac 360 Pro - Military grade fully rugged Laptop computer]()
Getac 360 Pro - Military grade fully rugged Laptop computer
SKU 00184AU$0.00Buy Now -
![Getac S410 Laptop (G5)]()
![Getac S410 Laptop (G5)]()
Getac S410 Laptop (G5)
SKU 00185AU$0.00Buy Now -
![Getac S510 Rugged Laptop]()
![Getac S510 Rugged Laptop]()
Getac S510 Rugged Laptop
SKU 00197AU$0.00Buy Now -
![APC Technology - Display with optional Touchscreen CT Series]()
![APC Technology - Display with optional Touchscreen CT Series]()
APC Technology - Display with optional Touchscreen CT Series
SKU 00192AU$0.00Buy Now -
![Nexcom VTC 7260-x Fanless AI-aided Vehicle Computer]()
![Nexcom VTC 7260-x Fanless AI-aided Vehicle Computer]()
Nexcom VTC 7260-x Fanless AI-aided Vehicle Computer
SKU 00173AU$0.00Buy Now -
![NSI Backlit waterproof keyboard with E38 ergonomic trackball - Desktop]()
NSI Backlit waterproof keyboard with E38 ergonomic trackball - Desktop
SKU 00064AU$0.00Buy Now -
![NSI Backlit sealed keyboard with trackball - panel mount]()
NSI Backlit sealed keyboard with trackball - panel mount
SKU 00072AU$0.00Buy Now -
![NSI Backlit keyboard with ergonomic trackball - panel mount]()
NSI Backlit keyboard with ergonomic trackball - panel mount
SKU 00073AU$0.00Buy Now -
![NSI Backlit compact keyboard with trackball - panel mount]()
NSI Backlit compact keyboard with trackball - panel mount
SKU 00081AU$0.00Buy Now -
![NSI Backlit compact keyboard with trackball - desktop]()
NSI Backlit compact keyboard with trackball - desktop
SKU 00095AU$0.00Buy Now -
![NSI Food keyboard with touchpad]()
![NSI Food keyboard with touchpad]()
NSI Food keyboard with touchpad
SKU 00098AU$0.00Buy Now -
![NSI Membrane IP65 keyboard with trackball - desktop]()
NSI Membrane IP65 keyboard with trackball - desktop
SKU 00099AU$0.00Buy Now -
![NSI Handheld desktop keyboard]()
NSI Handheld desktop keyboard
SKU 00100AU$0.00Buy Now -
![NSI Numpad and function keyboard - desktop]()
NSI Numpad and function keyboard - desktop
SKU 00101AU$0.00Buy Now -
![NSI Membrane IP65 keyboard with trackpad - desktop]()
NSI Membrane IP65 keyboard with trackpad - desktop
SKU 00102AU$0.00Buy Now -
![NSI Industrial IP65 keyboard with trackball]()
NSI Industrial IP65 keyboard with trackball
SKU 00103AU$0.00Buy Now -
![NSI Industrial IP65 keyboard with touchpad]()
NSI Industrial IP65 keyboard with touchpad
SKU 00104AU$0.00Buy Now -
![NSI Backlit sealed keyboard with trackball - desktop]()
NSI Backlit sealed keyboard with trackball - desktop
SKU 00105AU$0.00Buy Now -
![NSI Compact industrial desktop keyboard]()
NSI Compact industrial desktop keyboard
SKU 00106AU$0.00Buy Now -
![NSI Handheld desktop keyboard with trackball]()
NSI Handheld desktop keyboard with trackball
SKU 00107AU$0.00Buy Now -
![NSI Backlit numpad keyboard - desktop]()
NSI Backlit numpad keyboard - desktop
SKU 00108AU$0.00Buy Now -
![NSI Backlit keyboard with ergonomic trackball - desktop]()
NSI Backlit keyboard with ergonomic trackball - desktop
SKU 00109AU$0.00Buy Now -
![NSI IEC60945 silicone keyboard with ergonomic trackball - desktop]()
NSI IEC60945 silicone keyboard with ergonomic trackball - desktop
SKU 00110AU$0.00Buy Now -
![NSI IEC60945 marine silicone rubber keyboard - desktop]()
NSI IEC60945 marine silicone rubber keyboard - desktop
SKU 00111AU$0.00Buy Now -
![NSI IEC60945 marine waterproof ECS keyboard - desktop]()
NSI IEC60945 marine waterproof ECS keyboard - desktop
SKU 00112AU$0.00Buy Now -
![NSI IEC60945 marine keyboard with 50 mm ergonomical trackball - desktop]()
NSI IEC60945 marine keyboard with 50 mm ergonomical trackball - desktop
SKU 00113AU$0.00Buy Now -
![NSI IEC6094 marine ECDIS keyboard - desktop]()
NSI IEC6094 marine ECDIS keyboard - desktop
SKU 00114AU$0.00Buy Now -
![NSI IEC60945 compact silicone rubber keyboard - desktop]()
NSI IEC60945 compact silicone rubber keyboard - desktop
SKU 00115AU$0.00Buy Now -
![NSI IEC60945 marine backlit keyboard - desktop]()
NSI IEC60945 marine backlit keyboard - desktop
SKU 00117AU$0.00Buy Now -
![NSI Ergonomical 38 mm desktop trackball]()
![NSI Ergonomical 38 mm desktop trackball]()
NSI Ergonomical 38 mm desktop trackball
SKU 00118AU$0.00Buy Now -
![NSI Ergonomical 38 mm panel mount trackballs]()
NSI Ergonomical 38 mm panel mount trackballs
SKU 00119AU$0.00Buy Now -
![NSI Sealed IP68 trackball]()
NSI Sealed IP68 trackball
SKU 00120AU$0.00Buy Now -
![NSI Industrial waterproof panel mount trackballs]()
![NSI Industrial waterproof panel mount trackballs]()
NSI Industrial waterproof panel mount trackballs
SKU 00121AU$0.00Buy Now -
![NSI Trackball with backlit Halo ring]()
NSI Trackball with backlit Halo ring
SKU 00122AU$0.00Buy Now -
![NSI Compact IP68 trackball with scroll wheel]()
![NSI Compact IP68 trackball with scroll wheel]()
NSI Compact IP68 trackball with scroll wheel
SKU 00123AU$0.00Buy Now -
![NSI Industrial IP67 trackball]()
NSI Industrial IP67 trackball
SKU 00124AU$0.00Buy Now -
![NSI IP68 trackball with scroll wheel]()
![NSI IP68 trackball with scroll wheel]()
NSI IP68 trackball with scroll wheel
SKU 00125AU$0.00Buy Now -
![NSI Trackball with backlighting]()
NSI Trackball with backlighting
SKU 00126AU$0.00Buy Now -
![NSI Ergonomical 50 mm panel mount trackball]()
NSI Ergonomical 50 mm panel mount trackball
SKU 00127AU$0.00Buy Now -
![NSI Stainless steel 50 mm trackball]()
NSI Stainless steel 50 mm trackball
SKU 00128AU$0.00Buy Now -
![NSI Stainless steel 38 mm trackball]()
NSI Stainless steel 38 mm trackball
SKU 00129AU$0.00Buy Now -
![NSI Stainless steel 25 mm trackball]()
NSI Stainless steel 25 mm trackball
SKU 00130AU$0.00Buy Now -
![NSI Vandalproof 50 mm trackball]()
NSI Vandalproof 50 mm trackball
SKU 00131AU$0.00Buy Now -
![NSI Ergonomical 50 mm desktop trackball]()
NSI Ergonomical 50 mm desktop trackball
SKU 00132AU$0.00Buy Now -
![NSI Vandalproof 25 mm trackball]()
NSI Vandalproof 25 mm trackball
SKU 00133AU$0.00Buy Now -
![NSI Vandalproof 38 mm trackball]()
NSI Vandalproof 38 mm trackball
SKU 00134AU$0.00Buy Now -
![NSI LED Backlit stainless steel trackball]()
NSI LED Backlit stainless steel trackball
SKU 00135AU$0.00Buy Now -
![NSI Self-draining trackball]()
NSI Self-draining trackball
SKU 00136AU$0.00Buy Now -
![NSI Industrial waterproof desktop trackball]()
NSI Industrial waterproof desktop trackball
SKU 00137AU$0.00Buy Now -
![NSI IP65 sealed 38 mm panel mount trackball]()
NSI IP65 sealed 38 mm panel mount trackball
SKU 00138AU$0.00Buy Now -
![NSI IP65 sealed 38 mm desktop trackball]()
NSI IP65 sealed 38 mm desktop trackball
SKU 00139AU$0.00Buy Now -
![NSI IP65 sealed 50 mm desktop trackball]()
NSI IP65 sealed 50 mm desktop trackball
SKU 00140AU$0.00Buy Now -
![NSI IEC60945 marine waterproof trackball]()
NSI IEC60945 marine waterproof trackball
SKU 00141AU$0.00Buy Now -
![NSI IEC60945 marine ergonomic 38 mm trackballs - desktop]()
NSI IEC60945 marine ergonomic 38 mm trackballs - desktop
SKU 00142AU$0.00Buy Now -
![NSI IEC60945 marine ergonomic 38 mm trackballs - panel mount]()
NSI IEC60945 marine ergonomic 38 mm trackballs - panel mount
SKU 00143AU$0.00Buy Now -
![NSI IEC60945 marine compact trackball with scroll wheel]()
![NSI IEC60945 marine compact trackball with scroll wheel]()
NSI IEC60945 marine compact trackball with scroll wheel
SKU 00144AU$0.00Buy Now -
![NSI IEC60945 marine ergonomic 50 mm trackballs - desktop]()
NSI IEC60945 marine ergonomic 50 mm trackballs - desktop
SKU 00145AU$0.00Buy Now -
![NSI IEC60945 marine ergonomic 50 mm trackballs - panel mount]()
NSI IEC60945 marine ergonomic 50 mm trackballs - panel mount
SKU 00146AU$0.00Buy Now -
![NSI IEC60945 marine IP68 trackballs - panel mount]()
![NSI IEC60945 marine IP68 trackballs - panel mount]()
NSI IEC60945 marine IP68 trackballs - panel mount
SKU 00147AU$0.00Buy Now -
![NSI IEC60945 marine IP68 trackball - desktop]()
NSI IEC60945 marine IP68 trackball - desktop
SKU 00148AU$0.00Buy Now -
![NSI 50 mm infrared optical trackball module]()
![NSI 50 mm infrared optical trackball module]()
NSI 50 mm infrared optical trackball module
SKU 00149AU$0.00Buy Now -
![NSI Backlit laser OEM trackball module]()
![NSI Backlit laser OEM trackball module]()
NSI Backlit laser OEM trackball module
SKU 00150AU$0.00Buy Now -
![NSI 38 mm infrared optical trackball module]()
![NSI 38 mm infrared optical trackball module]()
NSI 38 mm infrared optical trackball module
SKU 00151AU$0.00Buy Now -
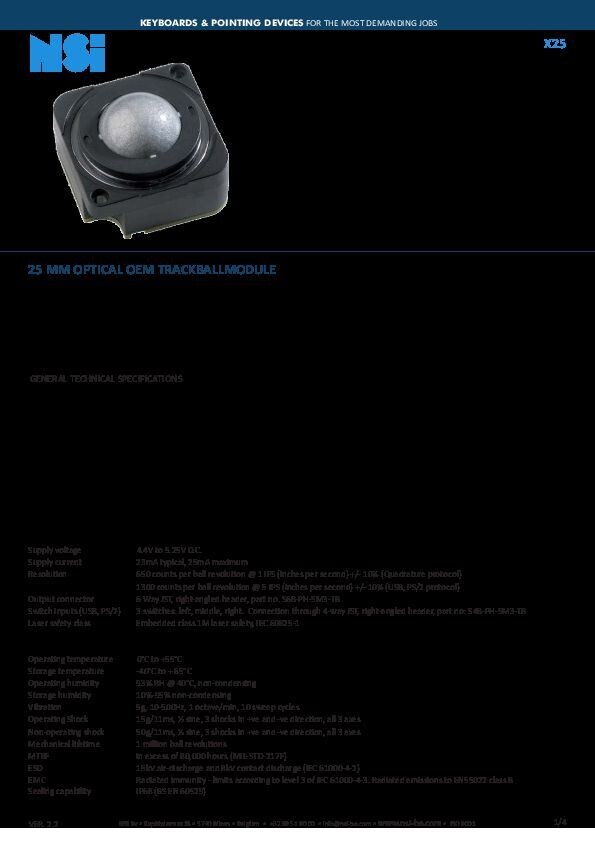
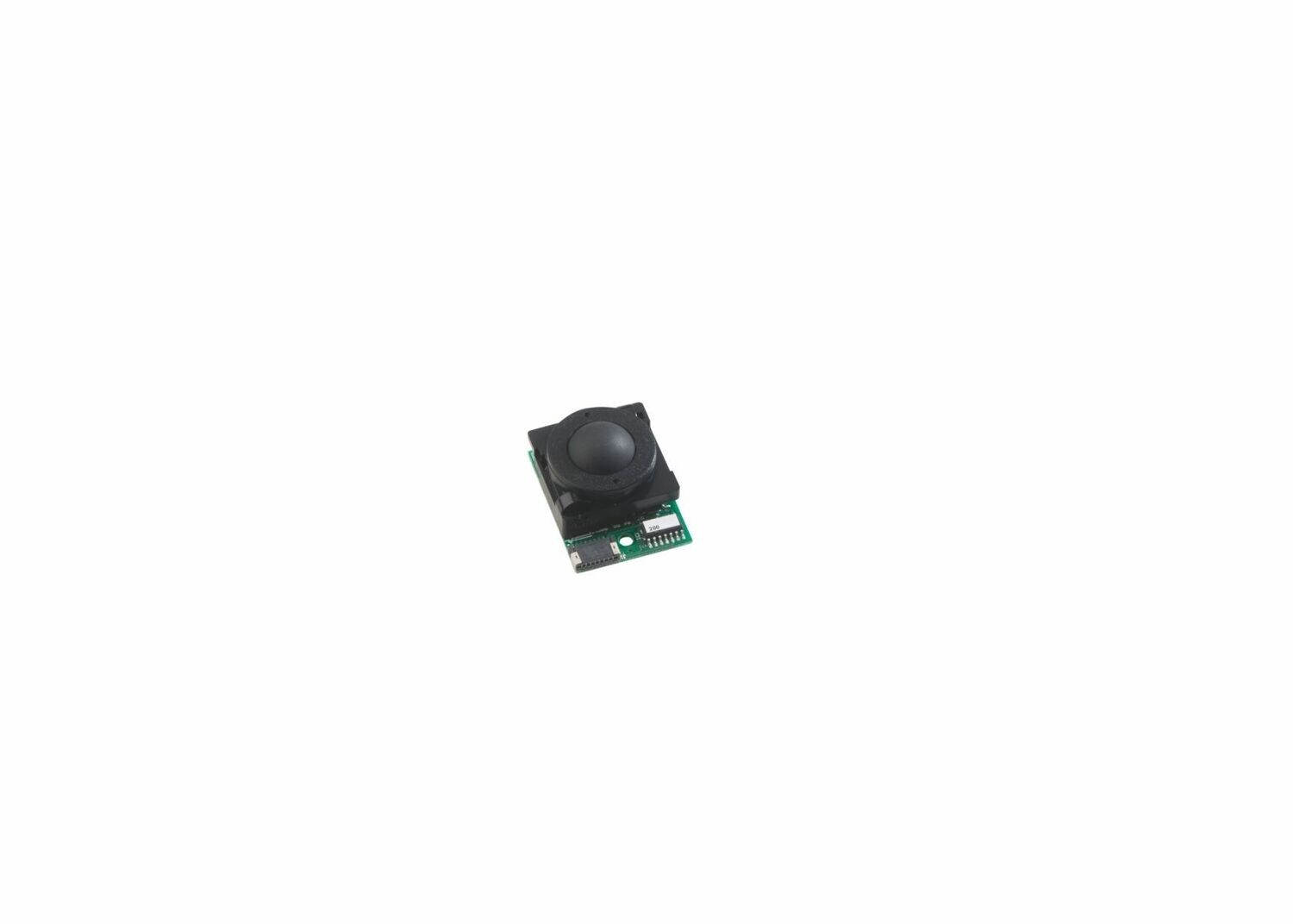
![NSI 25 mm laser OEM trackball module]()
![NSI 25 mm laser OEM trackball module]()
NSI 25 mm laser OEM trackball module
SKU 00152AU$0.00Buy Now -
![NSI 19 mm laser OEM trackball module]()
![NSI 19 mm laser OEM trackball module]()
NSI 19 mm laser OEM trackball module
SKU 00153AU$0.00Buy Now -
![NSI 13 mm laser OEM trackball module]()
![NSI 13 mm laser OEM trackball module]()
NSI 13 mm laser OEM trackball module
SKU 00154AU$0.00Buy Now -
![NSI 3 axis trackballs]()
NSI 3 axis trackballs
SKU 00155AU$0.00Buy Now -
![NSI 16 mm OEM trackball module]()
NSI 16 mm OEM trackball module
SKU 00156AU$0.00Buy Now -
![Sunit WorkBook Q8]()
Sunit WorkBook Q8
SKU 00158AU$0.00Buy Now -
![Sunit Workbook Q8a]()
Sunit Workbook Q8a
SKU 00159AU$0.00Buy Now -
![Sunit WorkBook Q10]()
Sunit WorkBook Q10
SKU 00160AU$0.00Buy Now -
![Sunit WorkBook Q10a]()
Sunit WorkBook Q10a
SKU 00161AU$0.00Buy Now -
![Sunit 12HD]()
Sunit 12HD
SKU 00162AU$0.00Buy Now -
![Sunit F19]()
Sunit F19
SKU 00163AU$0.00Buy Now -
![Sunit F12]()
Sunit F12
SKU 00164AU$0.00Buy Now -
![Sunit F10]()
Sunit F10
SKU 00165AU$0.00Buy Now -
![Sunit F7]()
Sunit F7
SKU 00166AU$0.00Buy Now -
![Sunit F7 Outdoor OB]()
Sunit F7 Outdoor OB
SKU 00167AU$0.00Buy Now -
![NEXCOM NISE 3800E]()
![NEXCOM NISE 3800E]()
NEXCOM NISE 3800E
SKU 00168AU$0.00Buy Now -
![iBase BYTEM-103-PC]()
![iBase BYTEM-103-PC]()
iBase BYTEM-103-PC
SKU 00169AU$0.00Buy Now -
![Nexcom NISE3900e Fanless Computer]()
![Nexcom NISE3900e Fanless Computer]()
Nexcom NISE3900e Fanless Computer
SKU 00181AU$0.00Buy Now -
![Nexcom NISE3900e-H310 Fanless Computer]()
![Nexcom NISE3900e-H310 Fanless Computer]()
Nexcom NISE3900e-H310 Fanless Computer
SKU 00182AU$0.00Buy Now -
![Nexcom NISE3900E2/P2/P2E]()
![Nexcom NISE3900E2/P2/P2E]()
Nexcom NISE3900E2/P2/P2E
SKU 00183AU$0.00Buy Now -
![iBase BYTEM-123-PC]()
![iBase BYTEM-123-PC]()
iBase BYTEM-123-PC
SKU 00170AU$0.00Buy Now -
![iBase MPT-1000V]()
![iBase MPT-1000V]()
iBase MPT-1000V
SKU 00171AU$0.00Buy Now -
![iBase MPT-3000V]()
![iBase MPT-3000V]()
iBase MPT-3000V
SKU 00172AU$0.00Buy Now -
![NSI Food keyboard with trackball]()
![NSI Food keyboard with trackball]()
NSI Food keyboard with trackball
SKU 00097AU$0.00Buy Now -
![NSI Compact LED backlit keyboard - desktop]()
NSI Compact LED backlit keyboard - desktop
SKU 00096AU$0.00Buy Now -
![NSI LED backlit waterproof keyboard - desktop]()
NSI LED backlit waterproof keyboard - desktop
SKU 00094AU$0.00Buy Now -
![NSI Silicone rubber keyboard with trackball - desktop]()
NSI Silicone rubber keyboard with trackball - desktop
SKU 00093AU$0.00Buy Now -
![NSI IEC6094 marine ECDIS keyboard - panel mount]()
NSI IEC6094 marine ECDIS keyboard - panel mount
SKU 00092AU$0.00Buy Now -
![NSI IEC60945 compact marine keyboard - panel mount]()
NSI IEC60945 compact marine keyboard - panel mount
SKU 00091AU$0.00Buy Now -
![NSI IEC60945 marine keyboard - panel mount]()
NSI IEC60945 marine keyboard - panel mount
SKU 00090AU$0.00Buy Now -
![NSI IEC60945 marine silicone rubber keyboard - panel mount]()
NSI IEC60945 marine silicone rubber keyboard - panel mount
SKU 00089AU$0.00Buy Now -
![NSI IEC60945 marine waterproof ECS keyboard - panel mount]()
NSI IEC60945 marine waterproof ECS keyboard - panel mount
SKU 00088AU$0.00Buy Now -
![NSI IEC60945 marine backlit keyboard - panel mount]()
NSI IEC60945 marine backlit keyboard - panel mount
SKU 00087AU$0.00Buy Now -
![NSI IEC60945 silicone keyboard with ergonomic trackball]()
NSI IEC60945 silicone keyboard with ergonomic trackball
SKU 00086AU$0.00Buy Now
























































































































SUNFRESH SALADS
High-Risk Area Food Grade Panel PCs
Sunfresh engaged APC Technology to design and manufacture a food-grade FT panel PC which incorporated custom components to meet their requirements. We delivered customised panel PCs featuring IP66 rating and resistive touchscreens to allow for gloved operations; RJ45 to allow for a hardwire internet connection, and wall mount brackets suitable for refrigerated walls.